Screws for steel constructions
Products
HV preloaded assemblies are used to connect steel structure elements so that the bolts are subjected only to tensile forces. Making a screw assembly requires marking and drilling holes and then placing connectors in them. The ease of operation, its independence from weather conditions, and the possibility of carrying it out in the field result in such screw assembly being often used during renovations and repairs of structures.
HV preloaded bolts allow to connect materials in several ways. They are used in: joints of chords and webs in beams and columns, nodes and joints of truss chords, assemblies of bracing elements with gusset plates, joints and nodes of solid-wall frames, assemblies transferring bending moments and tensile forces, longitudinal and transverse forces, hingedly connected tension bars with high length, nodes of heavy trusses, conections between bracings and elements of the main supporting structure. The HV preloaded assembly set includes:
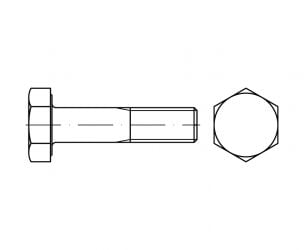
bolts for HV preloaded assemblies, in accordance with DIN 6914, PN-EN 14399-4, ISO 7412, ISO 7999, EN 14399-4, made in grade 10.9. They have an enlarged head compared to a regular screw of the same size. Bolts for preloaded assemblies have manufacturer’s marks and batch numbers stamped on their heads. They are made of steel and their surface is protected against corrosion by hot-dip galvanizing. As a result, the screw thread after galvanizing is oversized.
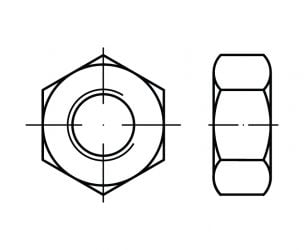
Nuts for HV preloaded assemblies meeting the following standards: DIN 6915, PN 82171, ISO 14399, ISO 7414, EN 14399-4. They are made in grade 10 and produced from produced from steel. Like bolts, they are enlarged compared to normal nuts of the same dimension. The surface of the nut is protected with hot-dip galvanization. The thread is oversized and not galvanized.
Two washers for HV preloaded assemblies, manufactured in accordance with the following standards: DIN 6916, PN 82039, ISO 14399, ISO 7416, EN 14399-6. They were chamfered on one side on the inner and outer circumference. The material used to produce them is steel, the surface of which is protected with hot-dip galvanization.
The above elements form a cooperating set. To obtain maximum reliability and strength of the assembly, all elements should be made according to the same standard, preferably from the same manufacturer. When selecting the entire set, pay attention to the clamping length of the connected elements. In the case of the EN standard, it is measured together with the washers.
Washers, screws and nuts are standardly produced in sizes compliant with standards, but they can be made in any size. At the recipient’s request, certificates are issued.
The sales department will be happy to present you with a detailed product and price offering.

Bolts for HV preloaded assemblies
Bolts for HV preloaded assemblies are suitable for making preloaded bolted assemblies in steel and metal structures in accordance with the currently applicable DIN EN 14399-4 standard.
Currently, the abbreviation HV stands for HV screw set systems, which include hexagonal head screws and nuts. You can still come across the old marking, in which the letter H indicated the high grade of the material from which the screw was made, and V stood for a preloaded assembly, i.e. the condition of the screw.
Bolts for HV preloaded assemblies – scope of standardization
Bolts for HV preloaded assemblies are standardized for:
dimensional ranges from M12 to M36 inclusive,
strength classes 10.9/10.
HV preloaded bolts made in accordance with DIN EN 14399-4 (older DIN 6914) are used together with HV nuts DIN EN 14399-4 (previous DIN 6915) and washers DIN EN 14399-6 (former DIN 6916). , DIN 6917, DIN 6918.
The DIN EN 1090-2 standards (older DIN 18800-7) provide guidelines for making or installing assemblies.
Bolts for HV preloaded assemblies with enlarged head size for wrenches
HV preloaded bolts with an enlarged head size have a larger underside of the head. The forces are distributed over a larger area and thus cause lower unit pressure and lower settlement.
These screws also have a larger underside radius of the head. This means less notch action and better fatigue durability.
Precisely defined friction parameters give control over compression.
The CE marking stamped on the screw head indicates that it is a regulated construction product that meets certain requirements.
Bolts for HV preloaded assemblies with an enlarged head size, class 10.9, allow for, compared to ordinary bolts, better use of the strength of the bolt and, consequently, the use of fewer bolts or the use of bolts with smaller dimensions.
What anti-corrosion protection does bolts for HV preloaded assemblies have?
The nuts are hot dip galvanized (according to DIN EN ISO 10684) and covered with a layer of MoS2. The thickness of the zinc layer is 40 µm. For the screw thread to be covered with a layer of zinc, the threads must be made within the limit dimensions before galvanizing.
HV nuts have an excess thread in tolerance class 6AZ.
The ungalvanized thread in the nut is also protected against corrosion after assembly. This is made possible by the thread coating of the screw shank. Since any changes in conditions during production, anti-corrosion protection and lubrication can impact the correct operation of preloaded screw assemblies, it is very important that the screw set comes from one manufacturer who will guarantee the operation of the entire assembly, not the individual components.
Bolts for HV preloaded assemblies – how to handle them during transport?
The basic requirement is to use HV sets from the same manufacturer and purchased as sets, not individual parts.
All components of the HV set must be protected against corrosion and dirt.
During transport, pay special attention to ensure that the threads are not damaged.
Rules for installing bolts for HV preloaded assemblies
To equalize the length of the compression part, up to three washers are allowed on the side of the assembly that is not rotated. Their total thickness cannot be greater than 12 mm.
The washer should be installed so that the chamfered edge faces outwards. This is because the chamfered edge adapts better to the radius of the underside of the head.
Preloaded assemblies must not be unscrewed. The disassembled set must be replaced with a new one. Therefore, after installation, bolts for HV preloaded assemblies should be positioned so that the markings on the bolt head and nut are visible.
Preloaded assemblies are made by tightening the nut. If it is necessary to tighten the head of a bolt for HV preloaded assemblies, the bolt should be lubricated on the head side. In a properly made assembly, the thread of the screw for HV preloaded assemblies must protrude at least one thread above the nut.
See also: